随着用户和行业要求的不断提高,专业的胶合板锯片在胶合板切割领域诞生了。目前胶合板锯片常见的规格有250、300外径锯片,齿数通常有80t、100t、120t。那么胶合板锯片有什么区别呢?
传统的胶合板锯片一般采用左右齿,可以快速切割,但只能用于切割要求不高的胶合板加工。因此,专业的胶合板锯片根据市场需求调整锯片的齿形和切割效率。
专业胶合板锯片由两块组成,即一套。每组锯片分为左右齿三片锯片和左右齿三片锯片。通常一次安装四台胶合板锯,即两套。一共八块,也就是四套胶合板锯片。
专业胶合板锯片的齿形实现了切割精度和光洁度,也提高了切割效率,因此受到市场的青睐。
胶合板锯片的常用规格和尺寸:
特点:切割表面光滑无毛刺。
描述:
1.用途:胶合板的定尺切割、切边和下料。
2.适用机械:胶合板双面修边机、台锯。
3.切割材料:胶合板和实木复合板。

外径(d)齿数(z)齿宽(b)内径(d)锯体厚度(b)齿廓(c)
254毫米100个3.2毫米25.4毫米2.2毫米3 Y1Z
254毫米100个3.2毫米25.4毫米2.2毫米3个Z1Y
254毫米120 3.2毫米25.4毫米2.2毫米3 Z1Y
254毫米120 3.2毫米25.4毫米2.2毫米3 Y1Z
300毫米100个3.2毫米25.4毫米2.2毫米3个Z1Y
300毫米100个3.2毫米25.4毫米2.2毫米3 Y1Z
家具生产的工艺流程由很多环节和步骤组成,如原材料的准备,木工,油漆和整理,以及最终产品的包装和入库。
板式家具因其表面材质和装饰效果不同,工艺流程也不同。主要代表类别有:贴面板式家具、不干胶板式家具、纯色板式家具、三聚氰胺板式家具、实木板式家具以及由上述类别中的一种、两种或多种组成的混合板式家具。
其主要工艺流程包括切割、人造板贴面、封边、槽加工、包装、组装。
面板技术的复杂程度与很多因素密切相关,如产品设计、产品结构、材料、生产线上产品的种类和数量等。对于抽屉底板,只需要下料,而对于蜂巢空中地板柜面板,单块面板的加工就要二十多道工序才能完成。
板材生产工艺的主要组成部分:
原材料、工艺文件、机械设备、操作人员及相应的质量和生产管理制度。其中,原材料的及时到货是整个工艺流程的前提和基础,而工艺文件是整个工艺流程和管理活动的行动依据,工艺文件要全面细致。
板式家具的工艺文件大概有:效果图、三视图、零件分解图、零件加工图、五金零件清单、包装方案、安装示意图、BOM、零件加工工艺流程图、产品说明书。
其中零件加工图要结合零件加工工艺流程图使用,与生产线上的零部件同步运行,效果最佳。
零件加工流程表中的主要内容应涵盖基本内容,如名称、规格、数量、材料、批次、加工注意事项、特殊检验标准、工时、工序和编号。设备和操作人员是加工支持。
板式家具主要生产工艺:
板式家具因表面材质和装饰效果不同,工艺流程也不同。主要代表类别有:木质板式家具、不干胶板式家具、纯色板式家具、三聚氰胺板式家具以及由上述两种或两种以上类别组成的混合板式家具。
接下来我们通过一个表格了解板式家具的具体制作流程。

1.切割

切割是切割用于制作家具的板材的过程。由于板式家具结构相对简单,连接件精度高,在切割过程中可以用高精度的切割锯直接将面板切割成所需零件的尺寸。

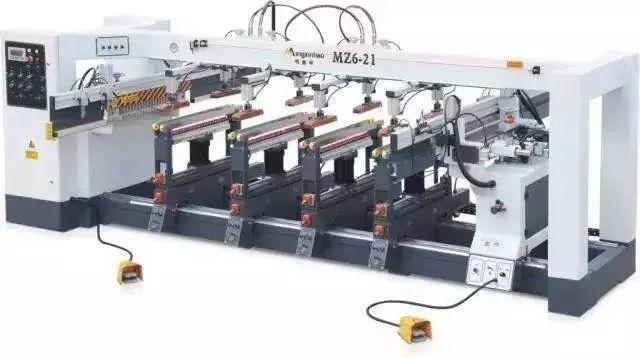
用于切割的主要设备是切割锯。传统板式家具生产中常用的切割设备是精密板锯,由于其侧面有推台,所以也常被称为“推台锯”。
台锯需要工人手工或半手工操作,一次加工一块板材,工作强度大,工作效率低,加工精度和安全系数低。
另一种常见的卧式精密裁板锯可用于切割多块大幅面板材。产量大,精度高,常用于大规模生产。
有两种先进的切割设备:
①电子切割锯又称“电脑切割锯”,是一种先进的数字化加工设备,可用于切割各种板材。
(2)数控加工中心切割设备,数控加工中心可以对曲线板材的边缘进行切割,其基本原理是利用铣刀直接沿板材边缘铣出深度超过板材厚度的沟槽,从而达到切割的目的。


其中,电子锯床是目前应用最广泛的一种。电子锯床广泛用于加工各种胶合板、纤维板、刨花板、ASS板、PVC板、有机玻璃板和实心板,以及切割硬度相近的板材。
电子锯床的特点:
①切割精度高,损耗低:锯片在直线导轨上运行,避免了人工推动造成的速度、力度、方向偏差,锯口准确整齐。
②安全环保:红外线扫描,如果距离锯片10cm以内有异物,锯片会自动下沉,防止意外发生;关键防尘幕可使工作环境更清洁,锯切精度更高。整个面板切割车间多尘,减少了对人的伤害,使生产环境更加清洁,噪音低。
(3)效益高:一台电子锯床的工作量相当于三台台锯的工作量。采用自动升降送料机构,可实现快速送料。
④精度高:可伸缩的导向尺使长板更精确,可节省工时空。
⑤机体结构稳定牢固:机体由150×75×5方管和20mm面板焊接而成,再经大型热处理设备零边界温度退火,有效消除机体应力,保证机器长期锯切精度,保证机体永不变形,经久耐用。
⑥操作简单:由于尺寸等数据由电脑控制,人工参与较少,所以对工人的水平要求相对较低。普通工人不需要了解更多的家具结构等。,并且经过短期培训就可以上岗。

2.人造板贴面

人造板贴面包括从切割到切边六个步骤,是板式家具生产的前置工序。家具厂采购的人造板都是表面没有经过装饰的基材。
制造商应根据家具设计的要求镶贴人造表面。贴面材料有很多种,如三聚氰胺浸渍纸、贴面、装饰纸等。

切割后人造板本身尺寸偏差较大,此时贴单板会导致表面空起鼓等缺陷,无法使用。所以在粘贴前需要对板材的厚度进行恒厚砂光,使表面尽可能光滑。
用于粗砂的设备是宽带砂光机。高精度宽带砂光机可以修正人造板的尺寸,使其厚度更加均匀,表面更加平整干净,为后续的表面装饰做准备。

打磨后,有必要清洁基底以去除表面杂质。加工后的板材通过贴面线进行贴面。贴面生产线由贴面机、热压机、冷却器等组成。,可在人工参与下半自动完成涂胶、贴面、热压、质检、冷却、切边等工序。
3.边缘密封

封边是指木条、细条、单板条、细条、三聚氰胺树脂装饰条、塑料薄膜PVC条、ABS条、预涂装饰条等封边材料。它们被胶合并压在板的边缘上,从而板的周边被封闭。基材可以是刨花板、中密度纤维板、细木工板、双层板等。
人造板封边处理是人造板二步加工的重要环节。通过封边,可以很好地提高家具的外观质量,防止在运输和使用过程中家具的边角被损坏和胶层翘起或脱落。同时可以起到防水、密封有害气体释放、减少变形开裂、美化家具、愉悦心情的作用。

封边材料有很多种,定制家具橱柜常用PVC封边条。常见的方法是用粘合剂将边条粘在板材的侧面。
如果板材的侧边具有线性结构,则称为线性封边;如果板材的侧边为不规则结构,则称为不规则封边。如果板的形状是铣削的,则需要成型后边缘密封。
线性边缘密封相对简单和有效。由于板块异形的影响,人工参与的程度比较高,比较慢。

封边机是封边机,包括直线封边机和异形封边机。


4.槽孔加工

(1)钻孔
板式家具部件上需要加工的连接器孔和圆棒榫孔主要有四种:
①连接器孔:用于安装和连接各种连接器;
②圆榫孔:用于安装圆榫和定位零件;
③铰链孔:用于安装各种门铰链;
④导向孔:用于定位各种螺钉,便于拧入自攻螺钉。

(2)开槽

开槽工艺可以在各种工件上加工通槽、断槽、线孔等各种槽。板式家具中的插槽一般是用来安装面板的,比如橱柜的背板,抽屉的底板。或用于安装各种五金配件,如带推拉门等结构的轨道、各种线缆、装饰条等。
5.包装
板式家具多以平板包装。运输中的家具是各种拆开的面板,叠在一起,打包成更小的体积。运到客户家里,然后现场组装成型。这样既充分节省了运输空房,又降低了运输成本。这种家具的包装是平面包装。
组装
板式家具的组装通常在卖方或客户家中完成。板式家具结构比较标准,安装也比较简单。安装人员可以根据工厂提供的安装图纸正确安装。安装完成后,检查无误后即可交付客户。
版权:由于部分文章来源于网络,其他在推送时未能及时与原作者取得联系。如涉及以上版权问题,请联系原作者删除或处理。
木工工具论坛“ZJ wood Tools”[微信号]
木工工具网(http://www . zjwoodtools . cn)-木工工具行业网站,木工切削加工技术专业交流论坛。本网站专注于木工刀锯行业各种相关信息和技术问题的讨论,免费发布给关注本平台的粉丝,每日更新图文内容;为木工工具行业人士提供一个和谐的交流和讨论平台,满足参观者的需求。
承接|工具广告|软文推广|职位招聘|微信推送
商务QQ: 157561175
▼点击下方“阅读原文”进入社区,参与评论互动。