SYSMS/B001-2022-1
序
本说明书的格式参照GB/T1.1-2020《标准化工作导则第1部分:标准化标准的结构和起草规则》起草。
本使用说明书是根据GB/T21389-2008《游标卡尺、带表数显卡尺》和JJG30-2012《通用卡尺检定规程》,结合生产实践制定的。
请注意,本说明书部分内容可能涉及专利,本人不负责识别专利。
本说明书起草人:mm圆。
——本说明书起草于2022年1月。
介绍
卡尺的指令有很多,每个指令由于不同的书写者,不同的时间或空间限制,都有自己的特点。本使用说明书以国家标准为依据,总结工作实践,参考各使用说明书,对卡钳各使用说明书中未涉及的事项进行补充和完善,以便更好地服务于生产实践。
1.范围
本使用说明书适用于分度/分辨率为0.02毫米、0.05毫米和0.10毫米,测量范围为(0 ~ 70)至(0 ~ 4000)的游标卡尺(以下简称“卡尺”)。
2.类型和基本参数
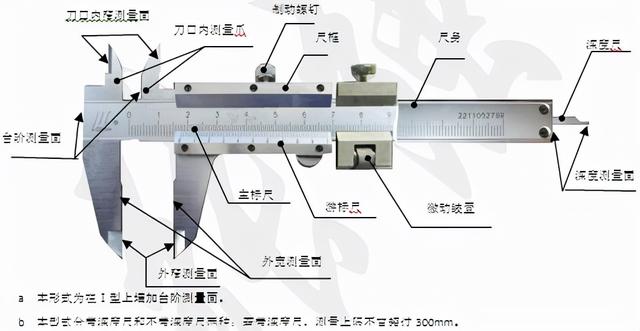
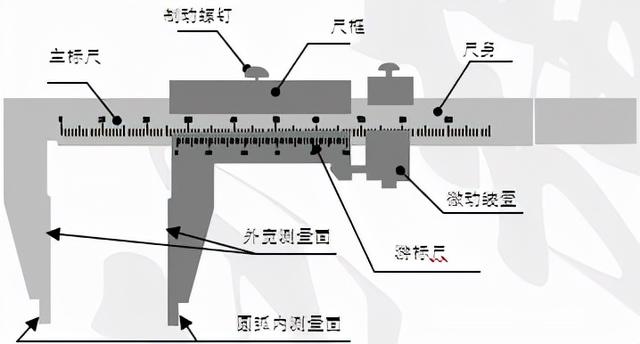
2.1.卡钳类型见图1 ~图5。该图仅用于说明,并未显示详细的结构。
2.2量程上限大于200mm的卡尺应配有微动装置。
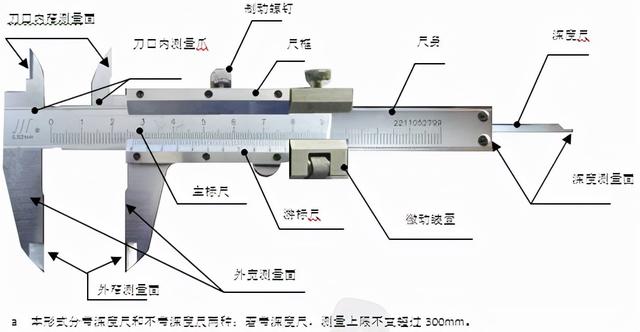
图1ⅰ型卡尺(无台阶测量面)
图II型卡尺(带阶梯测量表面)
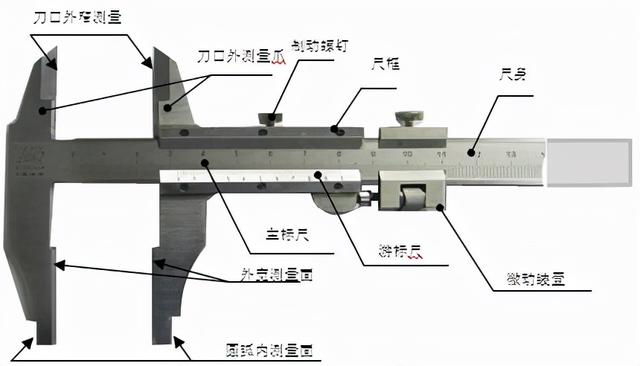
图3ⅲ型测径器
图IV型测径器
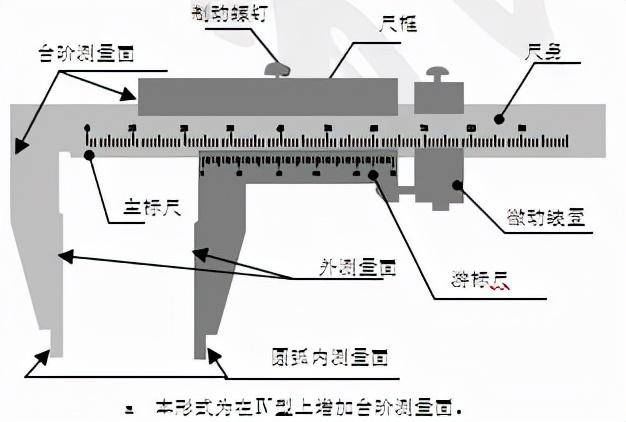
图5 V型卡尺
3.使用限制
3.1.要测试的零件数量
(略)
3.2.材料特性
(略)
3.3.几何特征
(略)
3.4.测量尺寸和精度
测量仪器的精度应与被测零件的公差相适应(见GB/T3177-2009)。
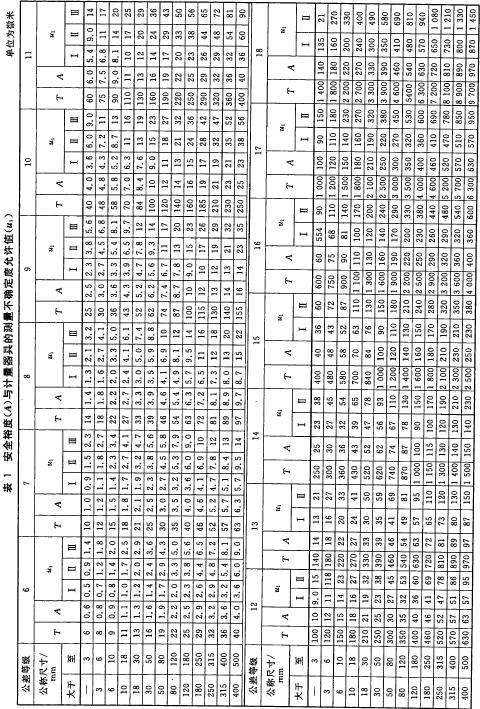
3.4.1.孔(包括表面)和轴(包括表面)的尺寸,以及确保测量精度的卡尺。
不同规格的卡尺保证的测量精度见表1。

3.4.2、深度为0 ~ 20 mm的尺寸,卡尺要保证测量精度。
测量0 ~ 20 mm的深度和步长时,不同规格的卡尺所保证的测量精度如表2所示。深度和步长大于20mm,误差较大,建议用深度尺测量。

4.随机突击检查
4.1、合格证
卡尺必须有合格证,并在有效期内检查圆弧测量爪厚度的修正值。
4.2.刀口(I型卡尺、II型卡尺、III型卡尺)内测量面、圆弧外测量面、内测量面无裂纹、划痕、凸起、锈蚀、毛刺等缺陷。II型卡尺和V型卡尺的台阶测量表面无裂纹、划痕、凸起、锈蚀、毛刺和其他缺陷。I型卡尺和II型卡尺的深度测量表面无裂纹、划痕、凸起、锈蚀、毛刺等缺陷。
4.3.刻度线不应有可见的断线、粗细不均和其他影响读数的缺陷。
4.4.互动
用卡尺的移动力(见附录A),推拉尺框和微动装置沿尺身全长来回移动,应平稳无卡涩和松动,制动螺丝能准确可靠地紧固尺框。
4.5.零点校准
用仅移动尺框和微动装置的力将尺框和微动装置推到测量表面,并去掉推力。从视觉上看,在宽测量表面上不应有光透射,在刀口的窄测量表面上不应有白光透射。此时,游标尺上的“零”和“尾”的刻度线与主标尺相应的刻度线应重合。
5.尺寸
每个测量包含图6中给出的三个元素(1、2和3),这将反映在不确定性估计中;
——参考点的确定(图6中的1),常为零点。在许多情况下,测量设备的归零是校准过程的一部分。不确定度与参考点或零点的设置有关;
——测点的确定(图6中的2),是测量工件或测量设备的特征量时测量设备的读数。不确定度与读数本身有关,取决于测量设备和测量对象的特征量。
——测量设备从参考点到测量点的行程(图6中的3)。冲程的误差和不确定度是通过测量设备的校准获得的。
三个因素将受到各种不确定性来源的影响。所有不确定性来源的影响将在不确定性评估中进行系统检查。
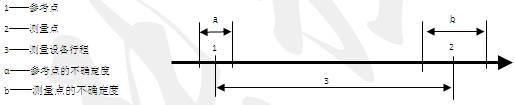
图6测量三个元素的一般模型
5.1.孔洞测量
5.1.1.将尺框和微动装置拉到小于待测最小极限尺寸0.2mm的位置(用圆弧测量面测量时,应加上圆弧内测量爪的厚度)。
注:1。可以防止重大错误。
2.较小的移动距离便于测力控制。
5.1.2.尺身内的测量刀片(或尺身圆弧内的测量面)接触孔壁(参考点)。
5.1.2.1,内测量面刀口(或内测量面圆弧母线)在侧面投影平面内,该平面应与被测母线重合(或平行)。
注意:重合(或平行)是一种理想状态,实际工作中总会有细微的差别,这必然会导致参考点的内移(越接近平行,参考点的内移越小)。
5.1.2.2,接触长度应在内测量面边缘(或内测量面圆弧)长度的1/4到1/2倍之间。
注意:由于5.1.2.1不平行,接触长度越短,参考点向内移动越小。
5.1.3.观察内测量面与尺身测量边孔壁(或尺身圆弧内测量面)的接触长度,不得有间隙。
注意:间隙越小,卡尺测量面的连线与被测母线越垂直。
5.1.4.尺体内的测量面固定,尺框内的测量面向前摆动与孔壁接触计1分;向后挥杆,与洞壁接触计2分;用刚移动尺框和点动装置的力,将尺框和点动装置拉到1点和2点之间的中点,计为3点;去除拉力,重复上述步骤,逐渐接近测量点。必要时,可以使用微动装置。使用时,顺时针转动调节螺母,直到感觉有触感为止(如果太紧,先逆时针转动,再顺时针转动)。可以直接阅读,也可以把阅读拿出来。读取读数时,使用紧固制动螺钉。
注意:刚好移动尺框和微动装置的力是理想状态。实践中会做大做强,会让1。工件和卡钳具有压缩变形应力;2.卡尺的测量面具有刚性,卡尺具有弯曲变形应力(接触长度越小,弯曲变形越大);3.尺框中簧片的变形应力。
去除拉力后,如果应力大于卡尺移动力(见附录A),尺框将后退,直到应力等于卡尺移动力。
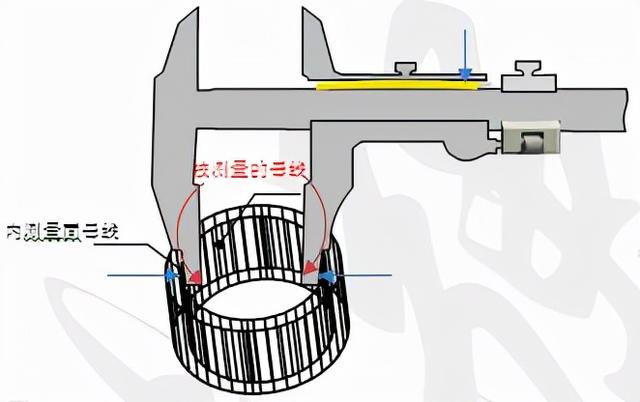

图7应力分布
5.1.5.孔的完整测量
5.1.5.1,在孔的一端完成上述测量步骤,转动90°,再次重复上述测量步骤。
5.1.5.2,在孔的另一端完成上述测量步骤,转动90°,再次重复上述测量步骤。
5.2.凹槽测量
5.2.1.粗略测量
5.2.1.1,转动卡尺,使内测量面的刀口(或内测量面的弧母线)在横向投影平面内,槽的中心夹具呈45度对称。
5.2.1.2,尺体内的测量面紧贴在槽壁上,尺框和微动装置被拉到槽的另一壁上。此时的读数就是粗略的测量值。
5.2.2.精确测量
5.2.2.1,取出卡尺,将卡尺调整到比粗略测量值大0.02毫米。
5.2.2.2,转动卡尺,使内测量面的刀口(或内测量面的弧母线)在侧面投影平面内,该平面与槽的对称中心线重合(或平行)。
5.2.2.3,尺身内的测量面贴在槽壁上作为固定点。不要用拿着卡尺的手去碰尺框。以尺框内测量面为动点转动卡尺,槽壁将卡尺推向测量点。
注:槽壁对卡尺的推动可以保证力度刚好移动尺框和微动装置。
5.2.3.凹槽的完整测量
在沟槽全长之前、之中和之后进行测量。
5.3.轴类型的测量(包含的表面)
5.3.1.方法1
5.3.1.1,粗略测量
5.3.1.1.1.转动卡尺,使外测量表面位于横向投影平面内,并与轴的对称中心夹具成除0°以外的任何角度。
5.3.1.1.2.尺外的测量面贴在轴壁上,尺框和微动装置推到轴的另一壁上。此时的读数就是粗略的测量值。
5.3.1.2,精确测量
5.3.1.2.1.取出卡尺,将卡尺调整到比粗略测量值小0.02毫米。
5.3.1.2.2.转动卡尺,使外部测量表面位于横向投影平面内,该平面与轴的对称中心线重合(或平行)。
5.3.1.2.3.标尺外部的测量表面作为固定点附着在轴壁上。不要用拿着卡尺的手去碰尺框。以尺框内测量面为动点转动卡尺,轴壁将卡尺推向测量点。
5.3.2.方法2
5.3.2.1,将尺框和微动装置推至超过测量的最大极限尺寸0.2毫米。
5.3.2.2,转动卡尺,使外测量表面在横向投影平面内,并与轴的对称中心夹具成90度。
5.3.2.3和直尺外部的测量表面作为固定点连接到轴壁上。在轴的轴向,向上摆动卡尺,尺框外的测量面与轴壁的接触为1分;向下摆动,尺框外测量面与轴壁接触为2分;在1点钟和2点钟之间,用刚刚移动尺框和微动装置的力将尺框和微动装置推到3点钟位置;卸载推力,重复上述步骤,逐渐接近测点。
注意:去除推力是关键。
5.3.3.轴的完整测量
5.3.3.1:轴端倒角完成上述测量步骤后,旋转90°再次重复上述测量步骤。
5.3.3.2在轴中间完成上述测量步骤后,转动90°并再次重复上述测量步骤。
5.3.3.3,在带有倒角或转移r的轴的末端,完成上述测量步骤后,转动90°,并再次重复上述测量步骤。
5.4.测深
5.4.1.I型卡尺和II型卡尺有两种深度测量。
方法一。将尺框和微动装置拉到小于测量的最小极限尺寸0.2毫米的位置。钳体端部的测深面与孔(或台阶)垂直,钳体端部的测深面与基准点接触。然后,用力移动卡尺架和微动装置,拉动卡尺架,使卡尺深度测量面与测量点接触。去掉拉力,测得的值就是深度(或台阶)值。
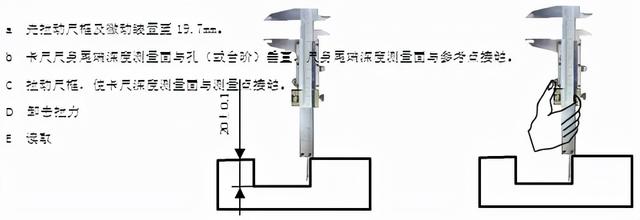
图8深度测量(方法1)
方法2。将尺框和微动装置拉到比测量的最大极限尺寸大0.2毫米的位置。钳体端部的测深面与孔(或台阶)垂直,钳体测深面与测点接触。仅用移动卡尺架和微动装置的力,推动卡尺体,使卡尺体端部的深度测量面与参考点面接触,去掉推力,测得的值就是深度(或台阶)值。
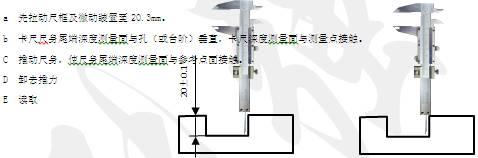
图9深度测量(方法2)
5.4.2.II型卡尺和V型卡尺的深度测量
将尺框和微动装置拉到比测量的最小极限尺寸小0.2毫米。卡尺体前台阶的测量面与孔(或台阶)垂直,尺框前台阶的测量面与基准点接触。然后,通过仅移动尺框和微动装置的力推动尺身前台阶的测量面,使尺身前台阶的测量面与测量点接触。卸载推力,测得的值就是深度(或台阶)值。
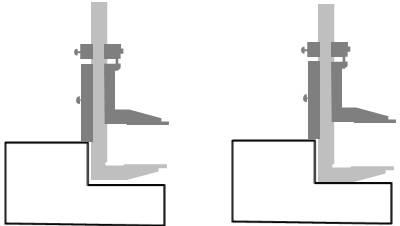
图10 II型井径仪和V型井径仪的深度测量
5.5.阅读
平行于卡尺两眼连线,两眼(正常人两眼间距约为60mm)正对卡尺上的刻度线,在视距离(正常人视距离约为250mm)下读数。(正常的眼睛可以看到相距0.073毫米的两个物体)
5.5.1.整数部分:从主尺看,游标的零线左边的值就是整数部分。
5.5.2.小数部分:看游标上的哪个标记与主尺标记对齐,用游标上标记的顺序号乘以分度值得到小数部分。
5.5.3.整数加小数部分是测量数据。
5.6.数据处理
以上是在测量力为零,温度为20℃的条件下测得的。在实践中,不可避免地会偏离这一条件。因此,根据不同的检测条件,对测得的数据进行不同的处理。
5.6.1、进货检验(IQC)
5.6.1.1,在标准温度20℃下测得,测得的数据不予处理;
5.6.1.2,如果工件的线膨胀系数和测量仪器的线膨胀系数相同,测量时测量仪器和工件保持相同的温度,测量的数据不会被处理。
在5.6.1.3和其他情况下,应进行过程测试(20℃偏差时的测量数据和20℃时的测量数据之差)来处理测量数据。可以参考线性膨胀方程(2)进行测量。
△ L = L× (△ T× α-△ T× α)
其中:△T为20℃的温差;α是线膨胀系数;l是考虑的有效长度。
例:夏季,测量数据200mm处理,工件材质;铝合金,温度:30℃,大于20℃,其线膨胀系数为21× 10-6/℃;使用的测量工具:卡尺,温度:25℃,大于20℃,线膨胀系数11× 10-6/℃;
△L = 200×[(25℃-20℃)×11×10-6/℃-(30℃-20℃)×21×10-6/℃] =-0.031
那么,实测值就是200mm-0.031mm = 199.869mm。
5.6.2.过程检验(IPQC)
由于切削热,工件温度总是高于测量工具温度。按照8.5.1.3的处理。
5.6.3.竣工检验(FQC)
同8.5.1。由于温度变化、应力释放等原因,竣工检验是必不可少的一步。
5.6.4.交货检验(QQC)
同8.5.1。
6.数据记录
6.1.数据超出容差
对于同一组待测数据,只要有一个数据超差,即为不合格(特殊情况除外,如油封外径以平均值为准不超差)。记录不合格数据(必要时添加注释)。
6.2.数据合格。
6.2.1.对于同一组待测检测数据,所有数据均在公差范围内,为合格(特殊情况除外,如油封外径以平均值不超过公差为准)。记录平均值。
6.2.2.如果最大值和最小值之差(极限差)大于公差的1/3(特殊情况除外),则应注明最大值和最小值。
6.2.3.如果最大值和最小值之间的差异(极端差异)小于待测量和检测的同一组数据的公差的1/3,则不要记录。
7.有关注意事项
7.1.各种规格的卡尺都有相应的测量范围,不允许使用“测量长度余量”(卡尺体应有足够的长度,保证测量范围为上限时尺框和微动装置不伸出尺体,并应有(3 ~ 5) mm的测量长度余量,以方便使用)。
7.2.测量爪与工件接触。推动(或拉动)标尺框架的力停止(一接触)。
7.3.孔测量时,内测量面刀片(或内测量面弧形母线)在横向投影平面内,应与被测母线平行。
7.4.不要长时间握住卡钳,以免体温传递到卡钳。
7.5.普通卡尺测量爪在圆弧上的厚度有10mm和20mm,不要出错。
7.6卡尺是量具,不能当钩子、划线针等使用。由于卡钳的特性。
7.7、不能测量移动中的工件(特别是在旋转中)。
附录a
(信息附录)
相互作用的定量测试方法
A.1游标卡尺移动力的检查和移动力的变化
通过弹簧测力计可以定量测试钳体和钳架相对的运动力及其变化。
水平放置卡尺,保持外测量爪垂直向下。用尺框(或尺身)的外测爪根部钩住测力计,拉动测力计。当尺框(或尺身)开始移动时,从测力计上读出读数。在整个测量范围内,测得的最大值和最小值分别是最大移动力和最小移动力,最大值和最小值之差就是移动力的变化。允许值见表A.1。
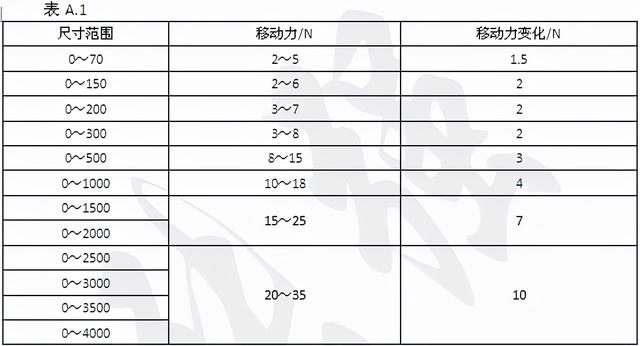
表a .一
[资料来源:GB/T21389-2008,附录A]
附录B
(信息附录)
测量仪器的选择
B.1测量仪器的选择原则
B.2根据测量仪器引起的测量不确定度(简称测量仪器测量不确定度)的允许值(μ1)选择测量仪器。选择时,所选测量仪器的测量不确定度应等于或小于所选μ1值。
测量仪器的允许测量不确定度(μ1)按测量不确定度(μ)与工件公差的比值分类;对于IT6~IT11,有I、II、III三个等级;对于IT12~IT18,分为I、II级;测量不确定度(μ)值I、II和III分别为工件公差的1/10、1/6和1/4。测量仪器的允许测量不确定度(μ1)约为测量不确定度(μ)的0.9倍。表1中列出了三档数值。
本标准推荐采用GB/T18779.2中规定的方法进行测量不确定度的评定。如果没有特殊说明,置信概率是95%。
B.3测量仪器允许测量不确定度(μ1)的选择
选择表1中测量仪器的测量不确定度允许值(μ1)。一般选择I,其次是II和III。
[资料来源:GB/T3177-2009,6]
附录C
(信息附录)
卡尺的最大允许误差
C.1内外测量的最大允许误差
卡尺内外测量的最大允许误差应符合表C.1的规定。
对于具有深度和/或台阶测量的尺寸,当深度和台阶测量为20mm时,最大允许误差不得超过表C.2的规定。
附录D
(信息附录)
线膨胀系数